

Hệ thống cân của bạn hoạt động không ổn định? Dữ liệu lưu lượng (tấn/giờ) và tổng trọng lượng liên tục bị sai lệch? Bạn không thể giám sát, lưu trữ và trích xuất báo cáo sản xuất?
(Giới thiệu Vấn đề & Giải pháp)
Một hệ thống cân băng tải định lượng chỉ là “cục sắt” nếu không có “bộ não” điều khiển chính xác. Việc tích hợp và lập trình Cảm biến tải (Loadcell), Cảm biến tốc độ (Encoder) và PLC/SCADA là một bài toán tự động hóa phức tạp, đòi hỏi kinh nghiệm chuyên sâu để xử lý nhiễu tín hiệu và các thuật toán tích phân (cộng dồn) liên tục.
Hệ thống thiếu chính xác sẽ dẫn đến:
- Sai lệch công thức phối trộn, ảnh hưởng chất lượng sản phẩm.
- Không kiểm soát được lưu lượng cấp liệu (vào lò nung, máy nghiền).
- Thất thoát vật tư, không thể tính toán hiệu suất (KPI) nhà máy.
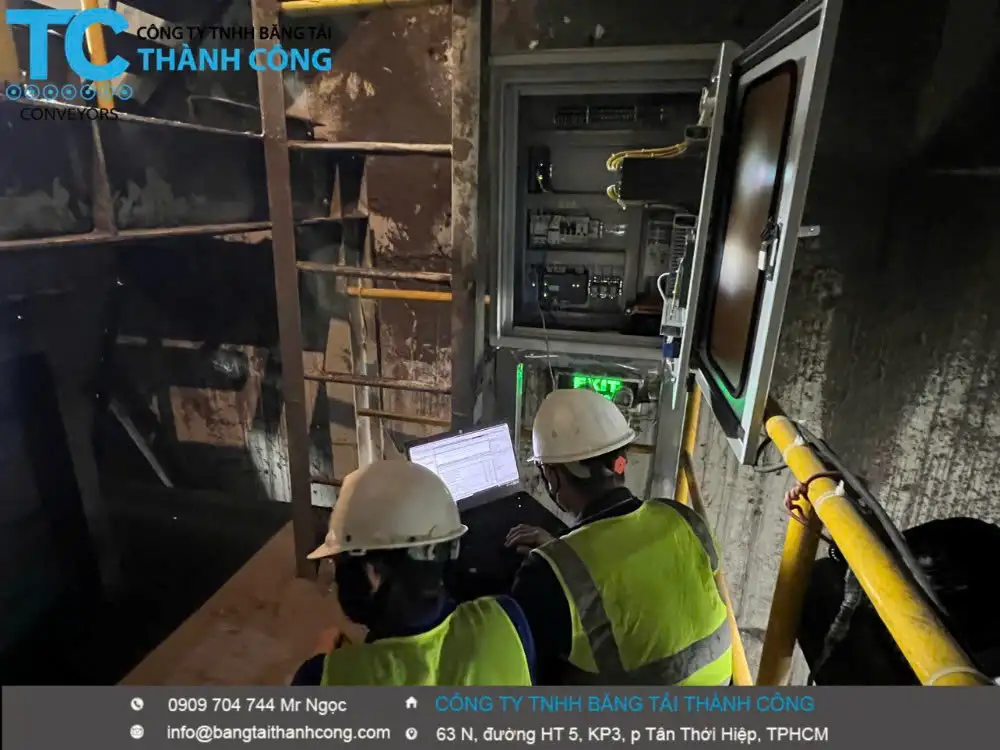
Băng Tải Thành Công cung cấp dịch vụ lập trình, nâng cấp và tích hợp hệ thống PLC/SCADA chuyên sâu cho cân băng tải. Đội ngũ kỹ sư tự động hóa của chúng tôi sẽ biến hệ thống cơ khí của bạn thành một trạm đo lường thông minh, chính xác và tin cậy.
(Lợi ích cốt lõi – Giá trị bạn nhận được)
Tại Sao Chọn Dịch Vụ Của Băng Tải Thành Công?
Chúng tôi không chỉ lập trình, chúng tôi mang đến một giải pháp đo lường hoàn chỉnh.
✅ Đo Lường Chính Xác & Tin Cậy Đảm bảo thông số lưu lượng tức thời (tấn/giờ) và tổng trọng lượng lũy kế (tấn) luôn chính xác, giúp bạn kiểm soát chặt chẽ vật tư đầu vào và đầu ra.
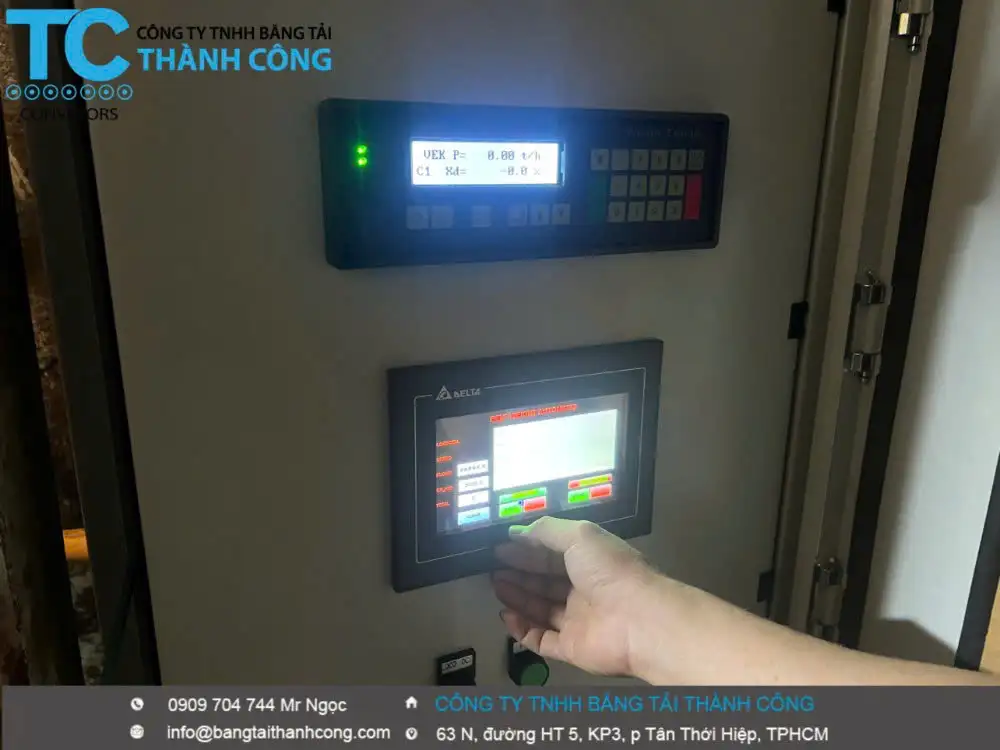
✅ Giám Sát Trực Quan Qua SCADA/HMI Xây dựng giao diện vận hành (SCADA trên PC hoặc HMI tại tủ điện) trực quan, thân thiện. Người vận hành có thể dễ dàng giám sát, cài đặt và xem báo cáo theo ca, ngày, tháng.
✅ Hệ Thống Vận Hành Ổn Định Với kinh nghiệm xử lý tín hiệu phần cứng (Loadcell, Encoder), chúng tôi đảm bảo hệ thống vận hành ổn định, loại bỏ các sai số do rung động, nhiễu điện hoặc các yếu tố môi trường.
✅ Tích Hợp Đồng Bộ & Toàn Diện Chúng tôi có năng lực tích hợp từ A-Z: từ việc lắp đặt trạm cân, đấu nối phần cứng (Loadcell, Encoder) đến việc lập trình PLC và kết nối dữ liệu lên hệ thống ERP/DCS của nhà máy.
(Năng lực & Giải pháp kỹ thuật của chúng tôi)
Chúng Tôi Làm Chủ Công Nghệ Cốt Lõi
Chúng tôi hiểu rõ “trái tim” của hệ thống cân băng tải. Giải pháp của Băng Tải Thành Công bao gồm:
1. Lập Trình PLC (Bộ Não Của Hệ Thống)
Chúng tôi làm chủ cả hai phương pháp tích hợp phổ biến nhất:
- Phương án 1 (Khuyên dùng): Sử dụng các bộ tích hợp cân chuyên dụng (Weight Transmitter/Integrator) như Siemens SIWAREX, Mettler Toledo… Chúng tôi sẽ lập trình PLC (Siemens, Rockwell, Mitsubishi…) đọc dữ liệu từ các bộ này qua truyền thông (Modbus, Profinet, Ethernet/IP), đảm bảo tốc độ xử lý cao và độ chính xác tối đa.
- Phương án 2 (Tối ưu chi phí): Lập trình PLC nhận tín hiệu trực tiếp. Giải pháp này đòi hỏi kỹ năng lập trình cao cấp mà chúng tôi sở hữu:
- Xử lý Tín hiệu Tốc độ: Lập trình khối High-Speed Counter (HSC) để đọc chính xác tín hiệu xung (Pulse) từ Encoder, tính toán ra tốc độ (m/s).
- Xử lý Tín hiệu Tải: Lập trình khối Analog Input, sử dụng hàm SCALE để chuyển đổi tín hiệu (4-20mA, 0-10V) từ Loadcell sang trọng lượng (kg).
- Thuật toán Tính toán: Viết code thực hiện phép tính tích phân (cộng dồn) trong mỗi vòng quét (scan cycle) của PLC để tính toán tổng trọng lượng một cách mượt mà và chính xác.
2. Thiết Kế Giao Diện Giám Sát SCADA/HMI
- Hiển thị đồ họa trực quan, mô phỏng hoạt động của băng tải.
- Biểu đồ (Trend) theo dõi lịch sử lưu lượng.
- Chức năng Hiệu chuẩn (Calibration) dễ dàng: Cho phép kỹ thuật nhà máy thực hiện Zero (chạy không tải) và Span (hiệu chuẩn với quả cân chuẩn/xích chuẩn) ngay trên màn hình.
- Hệ thống cảnh báo (Alarm) khi có lỗi (quá tải, lệch băng, mất tín hiệu).
- Lưu trữ dữ liệu (Datalogging) và xuất báo cáo (Report) ra file Excel.
Phục Vụ Đa Dạng Ngành Công Nghiệp
Dịch vụ của chúng tôi lý tưởng cho các nhà máy cần kiểm soát vật liệu rời:
- Nhà máy Xi măng (cấp liệu cho máy nghiền, lò nung).
- Khai khoáng (than đá, quặng sắt, apatit).
- Sản xuất Phân bón, Hóa chất.
- Nhà máy Thức ăn chăn nuôi.
- Sản xuất Thực phẩm, Nông sản (gạo, cà phê).
- Nhà máy điện (cấp than, rác, biomass vào lò hơi).
Nâng Cấp Hệ Thống Cân Băng Tải Của Bạn Ngay Hôm Nay!
- Đừng để hệ thống đo lường thiếu chính xác làm ảnh hưởng đến lợi nhuận. Hãy liên hệ ngay với đội ngũ kỹ sư của Băng Tải Thành Công để được tư vấn miễn phí giải pháp tích hợp, lập trình PLC/SCADA cho hệ thống cân băng tải của bạn.
Công ty TNHH Băng tải Thành Công
-
-
-
- Địa chỉ: 63 N, Đường HT5, Khu phố 3, Phường Tân Thới Hiệp, TPHCM
- Hotline: 0909 704 744 (Mr. Ngọc)
- Email: info@bangtaithanhcong.com
- website : www.bangtaithanhcong.com
-
-